≤ζΤΖ÷––Ρ
Product Center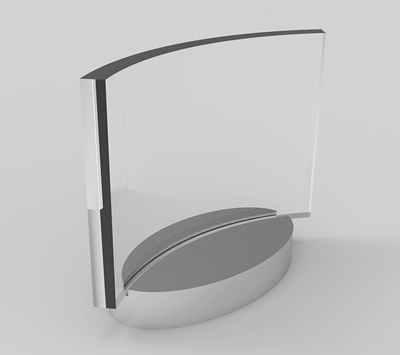
Υ°Ψß≤ΘΝßΦΛΙβ¥ρ±ξΜζ ΦΛΙβΟφΒώΜζΈδΚΚ≥ßΦ“÷±œζ
- 2019-08-30
- δ·άά¥Έ ΐΘΚ3462
- Ής’ΏΘΚΈδΚΚΩΤ“ΜΙβΒγΩΤΦΦ”–œόΙΪΥΨ
≤ζΤΖœξ«ι
≤ζΤΖΦρΫι
introduction≤ΘΝßΦΛΙβ¥ρ±ξΜζ3W5WΉœΆβΦΛΙβΟφΒώΜζ




“ΜΑψΕχ―‘Θ§≤ΘΝß≤Ρ÷ Θ§»γΡΤΗΤ≤ΘΝßΚΆ≈πΙηΥα―Έ≤ΘΝßΘ§»έ≥…―θΜ·Ιη≤ΘΝßΚΆ ·”Δ≤ΘΝßΘ§ΜΊΜπ≤ΘΝßΓΔΜ·―ß‘ω«Ω≤ΘΝßΜρΤ’Ά®ΡΤΗΤΗΓΖ®≤ΘΝßΘ§ΡήΙΜ≤…”Ο30w“‘…œΖβάκ–ΆCO2ΦΛΙβ‘¥‘ΎΤδ…œΝτœ¬Μρ…νΜρ«≥ΒΡΆΦ–ΈΓΔΈΡΉ÷ΚΆ ΐΉ÷Β»ΓΘ
ΒΪ «”…”Ύ≤ΘΝß≤Ρ÷ ΒΡ”≤¥ύ–‘ΚΆΆΗΙβ–‘Β»Θ§Ε‘ΤδΫχ––ΦΛΙβ±ξΩΧΒΡ ±ΚρΘ§“ΣΩΊ÷ΤΚΟΗςœνΙΛ“’≤Έ ΐΓΘΦ»“Σ±Θ’œ≤ΡΝœΡή¥σΖυΈϋ ’ΦΛΙβ≤®≥ΛΘ§”÷“ΣΈ§≥÷≤ΘΝßΙΛΦΰΒΡ±ΜΉς”ΟΟφΒΡΈοΜ·ΧΊ’ςΒΡΈ»Ε®–‘ΓΘ
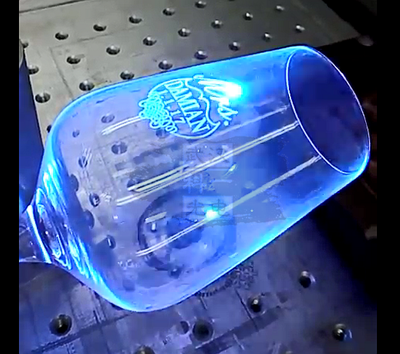
≥ΘΙφ…œΘ§”…”Ύ≤ΘΝßΕ‘ΙΧΧεΦΛΙβΒΡΜυ±Ψ≤®≥ΛΈϋ ’–‘Ϋœ≤νΘ§≤ΘΝß≤ΡΝœΒΡΦΛΙβΦ”ΙΛΘ®¥ρ±ξΘ§ΒώΩΧΚΆ«–ΗνΘ©“ΜΑψ «Ά®ΙΐΗΡ±δΜυ±Ψ≤®≥ΛΒΡΖ«œΏ–‘ΨßΧεΘ®Ά®≥ΘΈΣ»ΥΙΛ…ζ≥ΛΨßΧεΘ©ά¥Ϋχ––ΒΡΘ§ –Οφ…œΆ®≥ΤΈΣΝΫ±ΕΤΒΒΡ532nm¬ΧΙβΘ§“‘ΦΑ»ΐ±ΕΤΒΒΡ355nmΒΡΉœΆβΙβ--≤ΘΝßΕ‘ΕΧ≤®≥ΛΙβΈϋ ’¬ ΗϋΗΏΘ®Ρ≥“Μ–©ΥήΝœ“≤ «Θ©ΓΘ
Ϋχά¥ΒΡ «ΚλΆβœΏΘ§≥ω»ΞΒΡ «¬ΧΙβΜρΉœΆβΙβΓΘ‘Ύ’βάοΘ§Ζ«œΏ–‘ΨßΧεΗΡ±δΝΥΦΛΙβΒΡΤΒ¬ Θ§ΫχΕχΗΡ±δΝΥ≤®≥ΛΓΘ
Β±≤…”ΟΗΏΙΠ¬ ΟήΕ» ±Θ§≤ζ…ζΈΔ–ΆΝ―ΖλΘ§Έό¬έΫΙΒψΈΜ”ΎΡΡΗωΈΜ÷ΟΘ§‘Ύ≤ΘΝß÷–ΕΦΩ…–Έ≥…Ω…ΦϊΒΡ≤ΜΙβΜ§«χ”ρΘ§’β―υ»ΐΈ§±ξΦ«“≤”–ΝΥ–¬ΒΡΩ…ΡήΓΘ
ΡΩ«ΑΒΡ≤ΘΝߥρ±ξΘ§»γ“Σ«σ±ξΦ«ΫαΙϊΨΏ±ΗΫœΗΏΓΑ―’÷ΒΓ±Θ§ΉœΆβΜρ¬ΧΙβΒΡΦΛΙβ‘¥ «άμœκ―Γ‘ώΘ®“≤ «ΡΩ«ΑΒΡ –≥Γ÷ςΝςΘ©ΘΜ
Β±¥ρ±ξ“Σ«σ≤Μ «ΚήΗΏΘ®ΡΎ»ίœΏΧθΦρΒΞ»γ÷Μ «»’ΤΎΘ§Ε‘œΏΧθœΗΡε≥ΧΕ»“Σ«σ≤ΜΗΏ»β―έ±φ ΕΨΆΩ…“‘Θ© ±Θ§“≤Ω…“‘”ΟCO2ά¥Ϋχ––¥ΠάμΘ§ΒΪ «¥ρ±ξ≥ωά¥ΒΡΒΉΈΤΫœΈΣ¥÷≤ΎΓΘ
ΗΫΘΚ≤ΘΝß±ξΩΧΖΫ Ϋ“Μάά
1Θ©ΩΧ ¥Ζ®
άϊ”Ο ·ά·»ΎΜ·ΗΫΉ≈”Ύ≤ΘΝß±μ≤ψΘ§‘ΎΗ≤Η«≤ψ…œΫχ––ΩΧΜ≠Θ§‘ΌΆΩ…œ«βΖζΥα≤Δœ¥»Ξ ·ά·ΓΘ
¥ΥΖ®”…”Ύ«βΖζΥα“Ή”ΎΜ”ΖΔΘ§Έέ»Ψ―œ÷ΊΘ§Υυ“‘–η“Σ±ΘΜΛ≤ψΘ§≤ΌΉς“≤±»ΫœΗ¥‘”ΘΜ
2Θ©»»Φ”ΙΛ
»γΜπ―φ«–ΗνΓΔΜπ≈ΉΙβΚΆΉξΩΉΒ»ΓΘ
ΒΪ «¥ΥΖ®”…”Ύ≤ΘΝߥύ–‘ΗΏΘ§ ήΗΏΈ¬”Αœλ»ί“ΉΩΣΝ―Θ§ΤΤΜΒΜυ≤ΡΒΡΦ”ΙΛΖΫ ΫΒΟ≤Μ≥Ξ ßΘΜ
3Θ©ΥΩΆχ”ΓΥΔ
ΫΪ”ΆΡΪ”ΓΥΔΒΫ≤ΘΝß±μΟφΘ§‘Ό≤…”Ο”ΆΡΪΒΡΙΧΜ·¥κ © Ι±ξΩΧΡΎ»ίΙΧΜ·ΓΘ¥ΥΖ®ΙΛ–ρΗ¥‘”Θ§«“Μ·―ß”ΆΡΪ”–ΚΠΘ§
Εχ«“ΥΩ”Γ≤ΜΚΟΉ≈…ΪΘ§Μ®…Ϊ“≤Ϋœ…ΌΘ§ΫœΡ―±μœ÷±ξΩΧΡΎ»ίΒΡΕύ―υ–‘ΘΜ
4Θ©ΉœΆβΦΛΙβ¥ρ±ξΘ®”»Τδ «±μΟφΒώΩΧ±ξΦ«Θ©
»μΦΰΩΊ÷ΤΆΦ–Έ≤ζ…ζΘ§ΨΪΕ»ΗΏΩ…ΩΊ–‘«ΩΘ§±μœ÷ΝΠΫœΈΣ«ά―έΘ§Εχ«“ΈόΫ”¥ΞΦ”ΙΛΘ§Ε‘≤ΘΝßΜυ≤ΡΈόΤΤΜΒΘΜ
Ά§ ±άδΙβ‘¥ΒΡΦ”ΙΛΖΫ ΫΘ§Ιβ χ÷ ΝΩΫœΗΏΘ§ΙβΒψœΗ–ΓΘ§Ρή Βœ÷≤ΘΝßΒΡœΗ÷¬ΒώΉΝΓΘ
ΦΦ θ≤Έ ΐ
technical parameters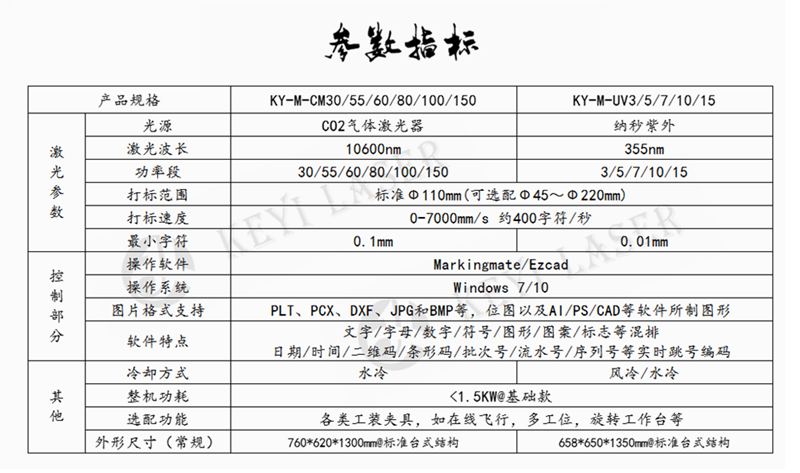
≤ζΤΖΧΊΒψ
product feature ––“ΒΉ ―Ε industry information

÷ι±Π Ή ΈΉ®”ΟΒΡΗΏΖε÷ΒΙΠ¬ ΒΡ÷ι±ΠΦΛΙβΒψΚΗΜζ...
÷ι±ΠΦΛΙβΚΗΫ”ΜζΨΆ «Ή®Ο≈”Ο”Ύ÷ι±ΠΓΔ Ή ΈΒΡΦΛΙβΚΗΫ”ΜζΘ§ΚΗΫ”≤ΡΝœΑϋά®ΫπΓΔ“χΓΔΚœΫπΓΔΆ≠Β»Ϋπ τΘ§ΚΗΫ”άΈΙΧΓΘΚΗΫ”...
Ντ―‘Αε Message Board
